Unidad deshumidificadora de tubo de calor 35RT
2025-10-29
Deshumidificador de tubo de calor; Filtración primaria; Tecnología de frecuencia variable; Sistema de respaldo. ...
Unidad Deshumidificadora con Tubo de Calor 35RT


· Descripción del Producto
Esta es una solución de deshumidificación de alta gama que combina una gran capacidad de refrigeración industrial con tecnología avanzada de recuperación de calor por tubos de calor, diseñada específicamente para abordar los desafíos de humedad en espacios muy grandes y entornos con alta carga sensible. Su valor central radica en ofrecer una capacidad de deshumidificación absolutamente confiable mientras maximiza el ahorro energético, reduciendo significativamente los costos operativos durante todo su ciclo de vida. El equipo integra profundamente un sistema de refrigeración de alta potencia de 35RT con un módulo de recuperación de energía por tubos de calor de alta eficiencia. El sistema de tubos de calor actúa como un "transportador de energía" pasivo, prec enfriando el aire antes de que ingrese al evaporador principal, mejorando así la eficiencia de deshumidificación; posteriormente, utiliza el calor de condensación recuperado para recalentar el aire de salida, evitando una caída de temperatura en el espacio. Este diseño innovador reduce drásticamente la carga del compresor y mejora notablemente la relación de eficiencia energética.
· Tecnología del Producto
-
Máxima Eficiencia Energética: El sistema de tubos de calor puede recuperar eficazmente entre el 30% y el 50% del consumo energético, reduciendo significativamente los costos operativos en comparación con deshumidificadores tradicionales de la misma capacidad, con un corto período de retorno de la inversión.
-
Capacidad de Deshumidificación Excepcional: Con un núcleo industrial de 35RT, proporciona una capacidad de deshumidificación estable y masiva, capaz de establecer y mantener rápidamente un ambiente de baja humedad en espacios muy grandes.
-
Control Preciso de Temperatura y Humedad: Mediante el recalentamiento inteligente, logra un control independiente y preciso de la "humedad" y la "temperatura", resolviendo completamente la contradicción entre "deshumidificación" y "mantenimiento de temperatura".
-
Fiabilidad y Estabilidad Excepcionales: Los componentes clave utilizan marcas industriales de primer nivel; el módulo de tubos de calor no tiene partes móviles, lo que garantiza una larga vida útil y ausencia de mantenimiento. El diseño del sistema es simple y confiable, asegurando un funcionamiento estable a largo plazo en condiciones severas las 24 horas del día, los 7 días de la semana.
-
Control Centralizado Inteligente: Equipado con un controlador central avanzado, admite el control múltiple de dispositivos, monitoreo remoto, registro de datos y diagnóstico de fallas, integrando fácilmente con sistemas de automatización de edificios para lograr una operación y mantenimiento inteligente y desatendido.
· Escenarios de Aplicación
Este producto es la elección ideal para los siguientes entornos de gran tamaño y alta exigencia:
-
Fabricación Industrial: Naves de producción gigantes, plantas de fabricación de automóviles, grandes instalaciones de producción de alimentos/farmacéuticos, fábricas de fibras químicas, salas secas clase 1000 para baterías de iones de litio.
-
Almacenamiento y Logística: Silos de grano de alto grado, almacenes de reserva, almacenes de materias primas textiles, centros logísticos portuarios.
-
Instalaciones Públicas: Acuarios grandes, parques acuáticos cubiertos, espacios subterráneos de centros de transporte, áreas de almacenamiento de archivos y museos de gran tamaño.

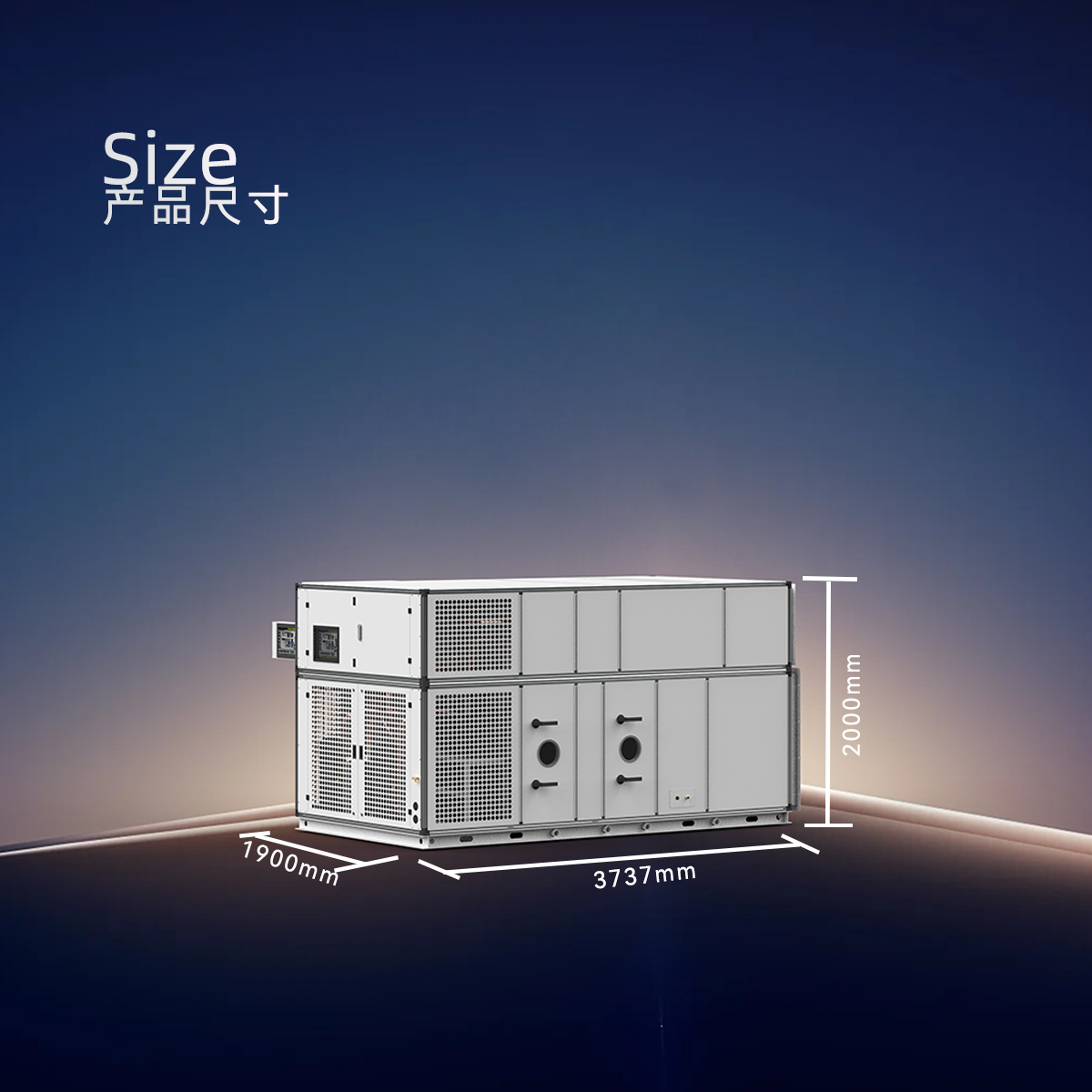
· Parámetros del Producto
Modelo del producto: 35RT
Caudal de aire: 5000-15200 m³/h (regulación por frecuencia variable)
Capacidad de deshumidificación: 43.5 kg/h
Refrigerante: R410A
Compresor: Hitachi
Potencia nominal: 18.5 kW