熱管熱回收式變頻除濕機介紹及案例分享-年省百萬電費
2025-12-29
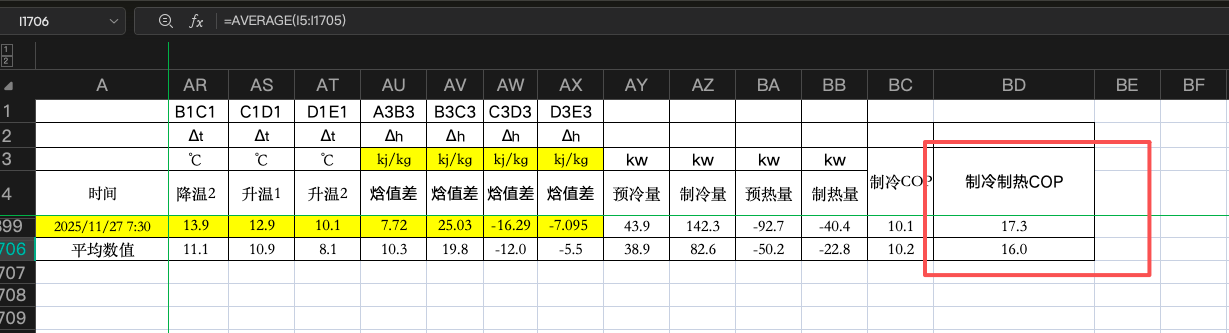
年省電費上百萬,客戶實測使用冷熱回收方式,製冷COP高達10.3,回收冷凝熱的方...
專案簡介
1.傳統恆溫恆濕機組使用冷凍水實現降溫除濕,電加熱再熱實現控溫控濕,能源消耗極大。雙級水泵運行,後期的維護成本較高;
2.本案例客戶回饋新產品需要更低濕度,老設備無法達到25℃,35%,且耗電量極大,良品率低;

-
-
-
能耗對比

vs 傳統冷凍水+電加熱:省120度電/小時
vs 高能耗轉輪除濕:省130度電/小時
整合多項熱回收技術,能耗暴降!
減少模具濕度太高導致鑄造失敗的機率,大大提高良品率,提高企業利潤,降低整體成本
| 名稱 | 除濕量 | 製冷量 | 電加熱 | 總功率 | 年耗電量 |
|---|---|---|---|---|---|
| 冷凍水+電加熱回溫 | 26kg/h | 117kW | 96kW | 145kW | 1,270,200 |
| 變頻製冷+冷凝熱回收 | 46kg/h | 96kW | 0 | 19.2kW | 168,192 |
| 變頻製冷+冷熱回收+冷凝熱回收 | 46kg/h | 96kW | 0 | 11.7kW | 102,492 |
-
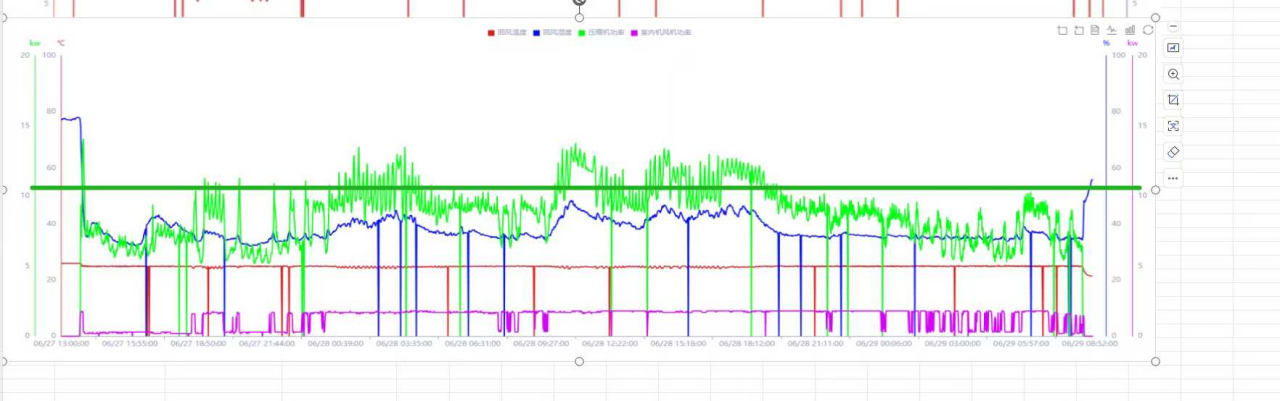
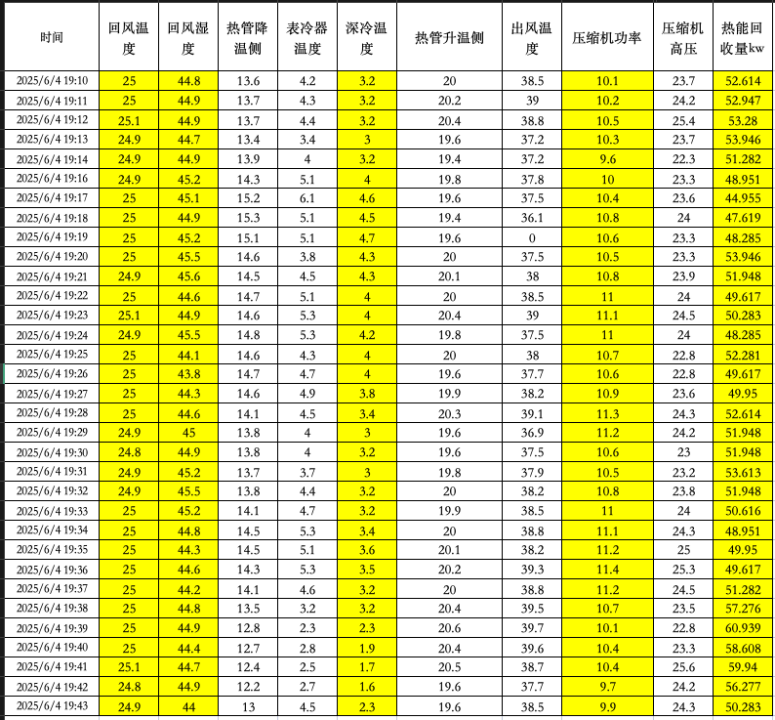
客戶實測數據
主要特點
3.現有案例 (25℃/45%進風工況,每10000風量回收54kw製冷量
遠端OTA升級
案例,客戶設備回饋需要改成冬天也需要製冷,室外環境溫度0℃以下,我們內部溝通後,立即給出解決方案,3小時內完成OTA升級
卓越節能
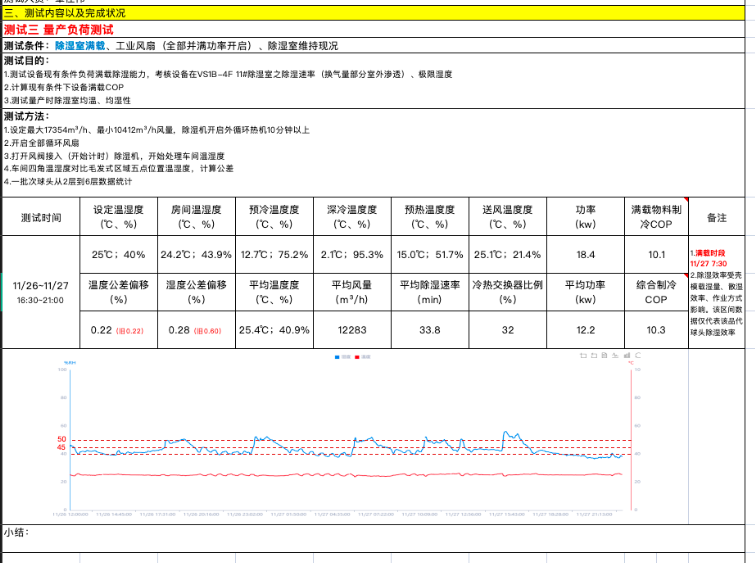
更加節能: 現有案例滿載運行(進風持續25℃/45%),10000風量僅需11kw的壓縮機運行功率,除濕量達30kg/小時,深冷溫度能維持到3.5℃。
替代傳統冷凍水+電加熱的方式(100kw),每個月為客戶節省7萬元的費用(非7*24小時使用)。
雙電子膨脹閥節流控制 + 雙回油設計
高精度控制冷媒流量,壓縮機壽命更長
壓縮機潤滑更有效可靠,壽命更長
高溫款可到18-85℃送風溫度
複疊系統可到18-120℃送風溫度
冷凝熱回收(可設置出風溫度)
回收壓縮機的廢熱實現再升溫
普通款可到18-45℃的送風溫度
中溫款可到18-65℃送風溫度
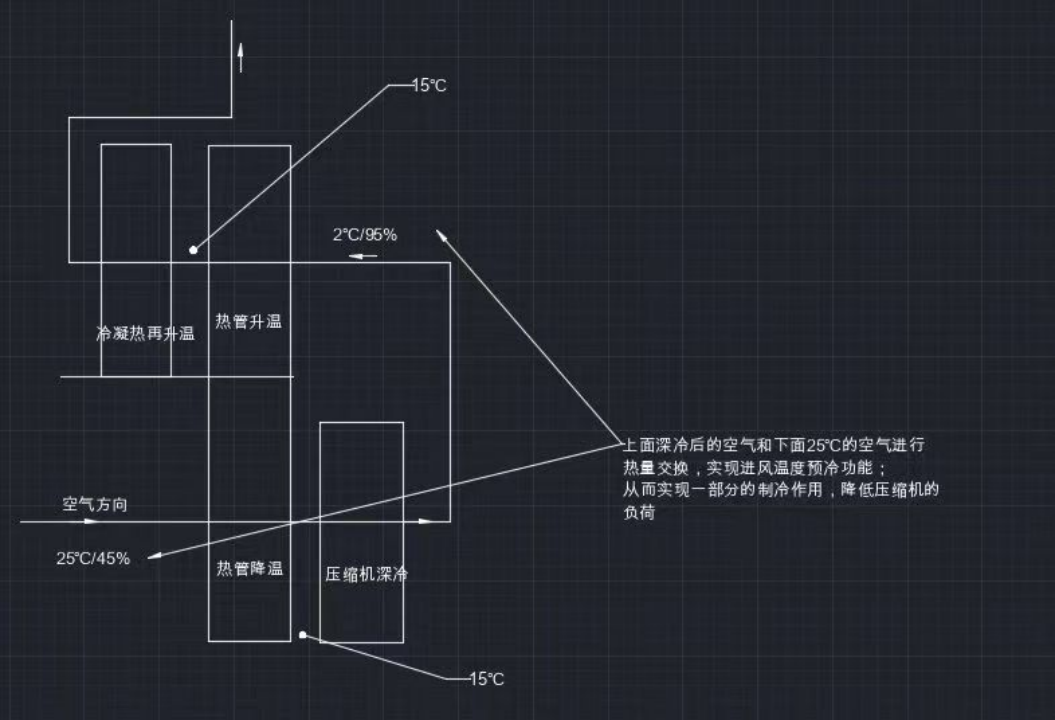
設備原理
1. 使用無能耗的熱管熱回收器先將空氣預冷到15℃
2. 壓縮機冷媒冷卻深冷,將空氣冷卻到2℃,空氣含水量大大降低
3. 無能耗熱管熱回收器預熱到15~18℃。
4. 壓縮機廢熱再熱空氣,再熱到25~35℃(按照乾燥室熱量需求)
5. 全程無電加熱參入,預冷,預熱,再熱過程使用無能耗熱回收技術實現
-
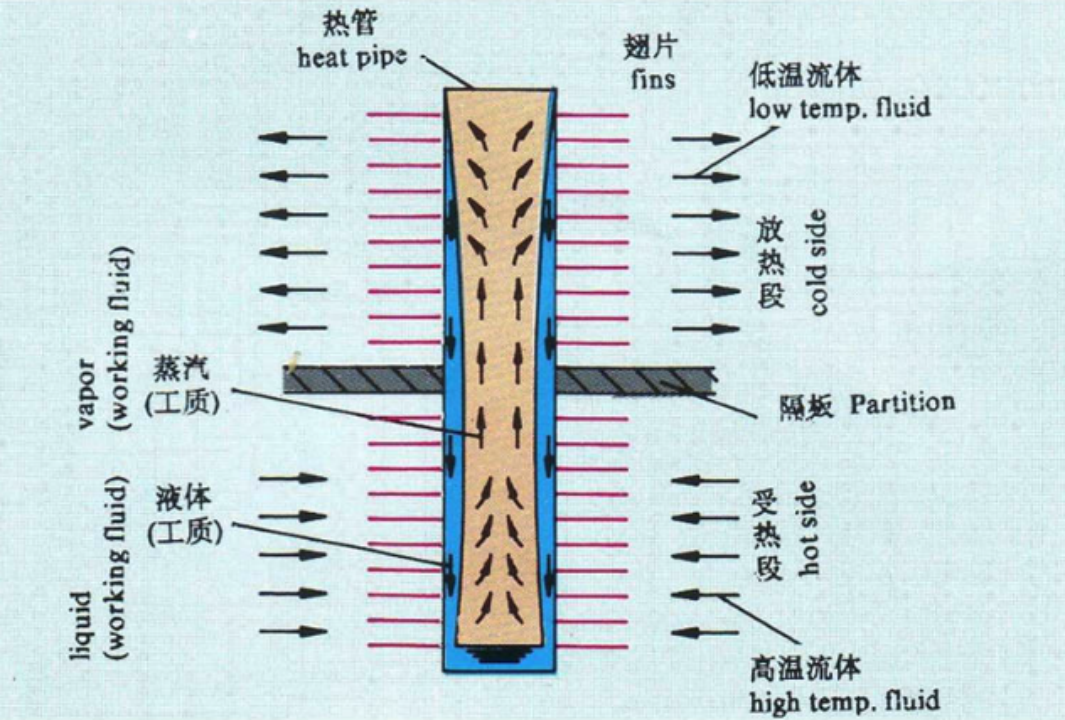
什麼是熱管?
熱管是一種具有高導熱性能的傳熱組件,它通過內部工質在冷、熱兩端的相變過程(蒸發與冷凝)來高效傳遞熱量。其主要特點
極高效導熱: 其導熱能力遠超大多數固體金屬。
被動式運行 : 無需外部動力,僅靠自身物理過程工作。
應用領域 ,常見於對散熱要求極高的領域,如:半導體散熱,航天航空,高效節能空調與除濕系統,快速熱響應 : 能迅速將熱量從熱源傳遞到散熱端。
-
熱管與常用材料導熱率對比
| 材料 | 導熱率W/(m*k) |
| 熱管 | 5,000-100,000 |
| 銀 | 429 |
| 銅 | 401 |
| 鋁 | 273 |
| 純鐵 | 80 |
| 不鏽鋼304 | 14 |
-
實測性能,顛覆能效標準
-
· 製冷COP: 9.5
· 綜合COP: 19
我們整合了所有尖端節能技術,將您的運行成本降至前所未有的新低。
-
相關圖片



產品標籤
#鑄造科技 #鑄造科學 #鑄造機械 #節能降耗 #可持續發展
-
關鍵詞
- 精密鑄造工藝
- 節能AHU
- 節能除濕機控溫
- 熱管技術應用