低露点变频风冷调温除湿案例,软糖生产车间实现能耗腰斩
2025-12-24
针对软糖生产车间除湿能耗高、冷水温差难以统筹的问题,部署低露点变频调温除湿机,替...

客户挑战
- 传统AHU依赖7℃冷冻水深度除湿,再用电加热回温,驱动多个大功率水泵,整体能耗激增。
- 厂房其他区域仅需12℃冷冻水,可该温度无法兼容除湿区需求,造成冷量浪费和工艺波动。
- 高湿度环境限制软糖干燥效率,制程稳定性受限,难以达成计划产能。
解决方案
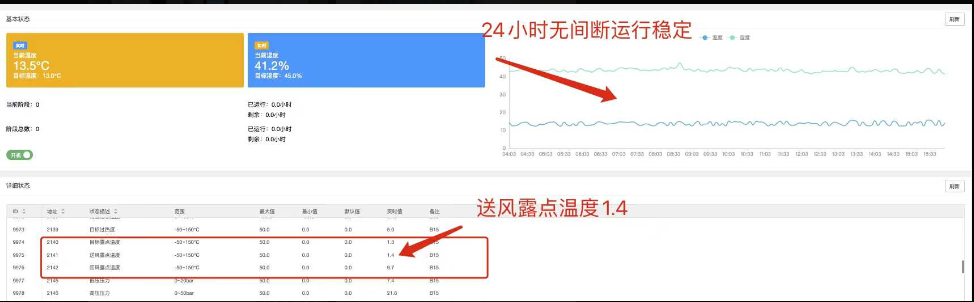
- 软糖生产区域配置45 kW制冷量、36 kg/h除湿量的低露点变频调温除湿机,输出露点2.5℃、送风35%RH@18℃。
- 设备在提供精准湿度控制的同时,反向供给30 kW显冷量,减少原系统对低温冷冻水的依赖。
- 系统统一改为12℃冷冻水循环,降低水泵运行压力,避免多台水泵并联带来的额外耗电。
- 方案在满足45%RH@25℃环境需求的同时,可全面替代转轮除湿机、冷冻水+电加热组合,扩展至食品厂、制药、干房、室内泳池等多场景。
量化成效
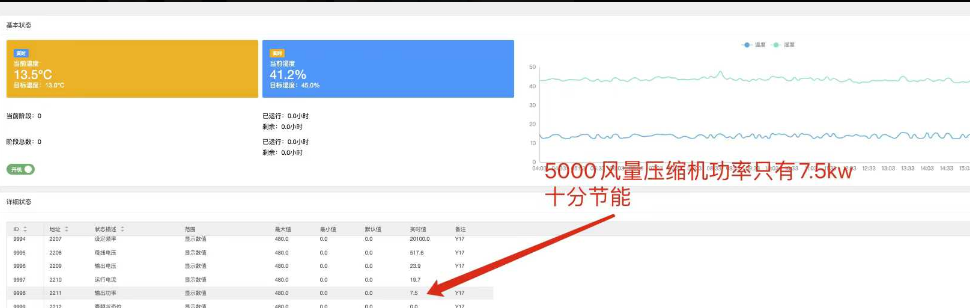
- 除湿区制冷/除湿功率由100 kW骤降至8 kW,能耗大幅收缩。
- 整厂日耗电量从20,000 kWh降至10,000 kWh,日均节省约8,000元。
- 冷冻水升温至12℃后,制冷主机COP提升约10%,抑制碳排与后期运维成本。
- 湿度波动减小,软糖干燥时间与品控稳定度同步改善,实现更高良率。
相关关键词
- industrial dehumidifiers
- commercial dehumidification systems
- humidity control solutions
- food plant dehumidification
- dry room dehumidifier
- desiccant dehumidification systems
- clean room humidity control

